Die Casting
Gravity Die Casting
The Process
Gravity Die Casting employs cast iron moulds which allow aluminium & zinc castings to be produced more accurately and cheaply than with sand castings. Tooling costs of gravity die casting are a fraction of those needed for high pressure die castings. The rapid chilling gives excellent mechanical properties whilst non-turbulent filling ensures production of heat treatable gravity castings with minimal porosity.
Gravity Die Casting Application
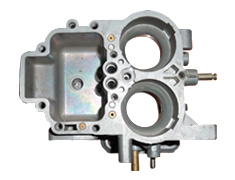
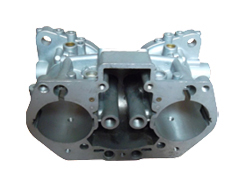
- Motorcycle engine, cylinder head, intake manifold.
- Water pump, air pump, electric, steeling components.
- Hydraulic, marine, medical, sports equip, parts.
Pressure Die Casting
The Process
The molten metal is injected into the mould under pressure. This results in a more homogeneous part, generally good surface finish and good dimensional accuracy, compared to that achieved using conventional casting methods. A result of this is the significant reduction in the requirement for post casting processing to achieve the required final configuration.
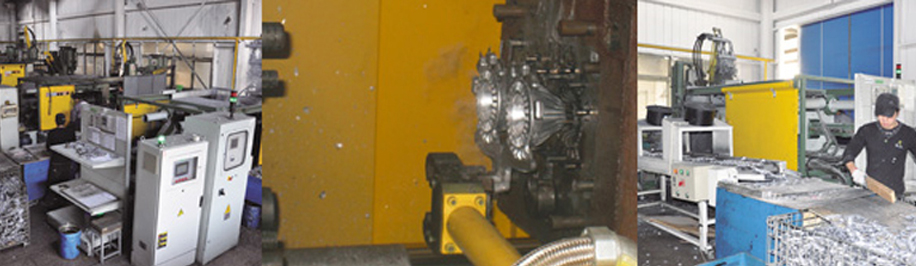
The process cycle has 5 main steps.
- Clamping:- The cleaned and lubricated 2 halves of the die are clamped together inside the production machine.
- Injection:- Of the shot (a predetermined volume) of molten metal at high pressure into the die.
- Cooling:- The solidification of the shot in the die cavity adopting the desired final shape.
- Ejection:- Of the casting from the die cavity.
- Trimming:- The excess material from casting
Hot vs Cold
Hot chamber machines are used primarily for alloys with low melting points in particular zinc, tin, lead and other low melting point alloys that do not readily attack and erode metal pots, cylinders and plungers.
Cold chamber machines are used for alloys such as aluminum brass and magnesium and any other alloys with high melting points
Pressure Die Casting Application
- Pressure Die Casting Applications
- Automotive parts., wheels, blocks, cylinder heads, manifolds etc.
- Aerospace castings.
- Electric motor housings.
- Cabinets for the electronics industry.
- General hardware appliances, pump parts, plumbing parts
- Kitchen ware such as pressure cooker.
The Benefits of Die Casting
- Cost effective:- An efficient, economical process offering a broad range of component shapes.
- Precision:- High-speed production of complex shapes within close tolerances
- Dimensional accuracy and stability:- Components that are durable and dimensionally stable, while maintaining close tolerances. They are also heat resistant.
- Strength and weight:- Die cast parts are stronger than plastic injection mouldings that have similar dimensions. Thin wall castings can be stronger and lighter compared to components from other casting methods.
- Simplified Assembly:- Die castings provide integral fastening elements, such as bosses and studs. Holes can be cored and made to tap drill sizes, or external threads can be cast.
Common Alloys Used in Die Casting
Alloys of Aluminum, Magnesium, Zinc, Copper, Lead & Tin are the materials widely used in die-casting.
- Aluminum:- Is cast at a temperature of 650 ºC. It is often alloyed with Silicon and Copper. Silicon increases the melt fluidity whilst it reduces machinability, Copper increases hardness and reduces the ductility. A low amount of Copper (less than 0.6%) gives improved chemical resistance, and is often used in marine applications. A high silicon content (improved wear resistance), is often used in automotive applications where wear resistance is important.
- Zinc:- Alloys used for closer tolerances and thinner walls than is possible with Aluminum, due to its high melt fluidity. Zinc is usually alloyed with Aluminum to give improved strength and hardness. The casting is done at a fairly low temperature of 425 ºC allowing the parts to be ejected from the dies earlier resulting in shorter cycle times. Zinc alloys are typically used to produce precision parts such as sprockets, gears, and connector housings.
- Copper:- This alloy possess high hardness and high corrosion resistance. It offers excellent wear resistance and dimensional stability, with strength approaching that of steel parts. Typically used in plumbing, electrical and marine applications where corrosion and wear resistance is important.
- Magnesium:- The easiest alloy to machine, magnesium has an excellent strength-to-weight ratio and is the lightest alloy commonly die cast
- Lead and Tin:- These alloys offer high density and are capable of producing parts with extremely close dimensions. They are also used for special forms of corrosion resistance.
Design Considerations
Die-castings are typically limited to 5 kg max for copper alloys, up to 35 kg max for Zinc. Large castings tend to have greater porosity problems, due to entrapped air, caused by the melt solidifying before it gets to the furthest extremities of the die-cast cavity. The porosity problem can be somewhat overcome by vacuum die casting.
From a design point of view, it is best to engineer parts with uniform wall thicknesses to ensure uniform cooling, and to have cores of simple shapes. It is preferable to have thin sections, as heavy sections can result in cooling problems, trapping gases causing porosity. All corners should be radiused with internal radii at least equal to the wall thickness to avoid stress concentration. Draft allowance should be provided to all sides to ease the releasing the parts from the tool, these are typically from 0.25º to 0.75º per side depending on the material. Undercuts are undesirable as they generally result in more complex/expensive tooling.
| Material |
Min Wall
Thickness (mm) |
Min Draft Angle
(°) |
Max wt Kg |
| Aluminium Alloys |
0.9mm |
0.5 |
32 |
| Zinc Alloys |
0.6mm |
0.25 |
35 |
| Copper Alloys |
1.25 |
0.75 |
5 |
| Magnesium |
0.9mm |
0.35 |
20 |
Economics
-
Tooling Cost:- The primary influence is the complexity of the machining required to produce the die set. There are two main drivers, the size of the components to be cast, (large parts require large tooling), plus the number of cavities.
-
Production Cost:- The two main drivers are hourly rate & cycle time. The hourly rate is dependent on the cost and utilisation of the machine.
-
The cycle time is broken down into three components, setting, injection and cooling. Wall thickness has a significant impact on both the injection time and the cooling time. Setting time, the time between shots, is dependent on the ergonomics and transit time of the machine.
-
Material Cost:- Determined by the shot weight of the component and the prevailing market costs for the material constituents. The shot weight of the component is the finished weight plus the material used in the filling channels.